
機械設計技術者のための産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック(工作機械・半導体製造装置・分析器・医療機器等)
先着100名様限定 無料プレゼント中!
本サイトからの請求はこちら
イプロスからの請求はこちら
プレス表面処理一貫加工.com よくある問合せ
Q -よくあるご質問
電蝕(でんしょく)とはどんな事ですか?
A -プレス表面処理一貫加工.comからのご回答
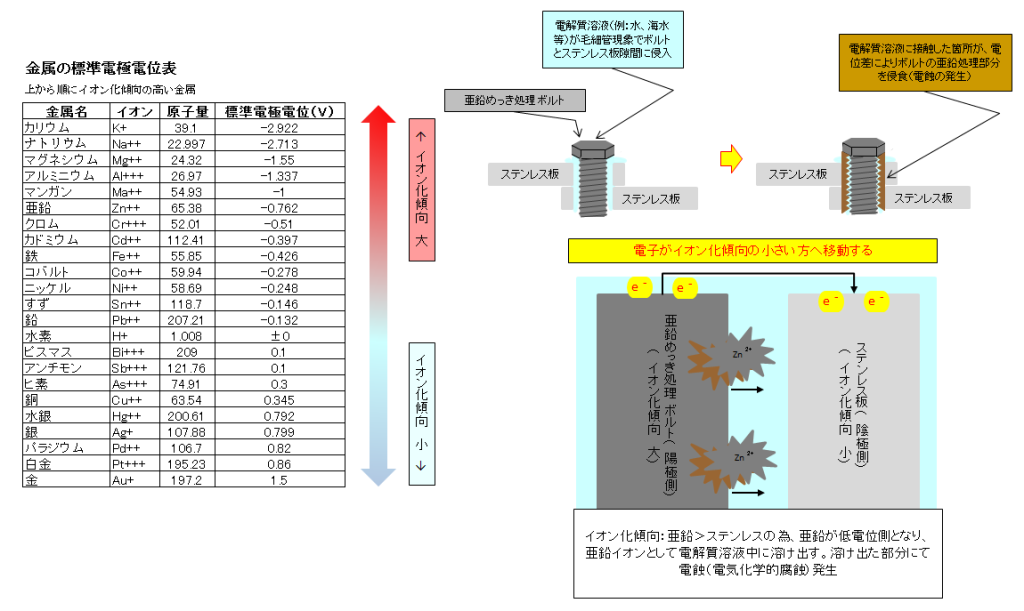
電蝕とは『電気化学的腐蝕』の略で、種類の異なる金属を電解質溶液(例:水、海水等)に浸漬した場合、両金属の標準電極電位が異なるため、イオン化傾向が強い金属から小さい金属に電子が移動し、電荷を持つ金属原子がイオンとして電解質溶液に溶けだして金属が腐蝕する現象です。
『イオン化傾向』とは、溶液中で金属が金属結合から金属イオンとして抽出しやすい順に並べたものです。
イオン化傾向の大きい方が陽極(+極)、小さい方が負極(-極)になり、電流が流れてイオン化傾向の大きい方の陽極(+極)が腐蝕(消耗)します。
例えば、ステンレス材料に亜鉛めっき処理が施されているネジを使用した場合、ステンレスと亜鉛の電位差は、下記、『金属の標準電極電位表』より、亜鉛(陽極、低電位側)>ステンレス(陰極、高電位側)となります。亜鉛原子が、イオンとして電解質溶液中に溶け出す為、亜鉛めっき処理されたネジの腐蝕(消耗)が早まります。
このような場合、ネジをステンレスに変更、又は、材料を安価な鉄素材に変更、表面に亜鉛めっき処理を施し、接触面の金属素材を同一にすることで、電蝕を防ぐ事が出来ます。
また、2種類以上の金属を使用する場合、イオン化の大きい素材の組み合わせ(アルミと銅)の使用を避けることで電蝕を抑えることが出来ます。
※画像クリックで拡大表示されます
『プレス表面処理一貫加工.com』ではお客様の様々な御要望、問題に対応した表面処理を提案させていただいております。また、プレス金型設計製作、プレス加工、表面処理を一貫して行っており、コストダウンの面でもお力添え可能ですので、是非お気軽に問合せ下さい。

プレス加工・表面処理加工の設計・製作なら
プレス表面処理一貫加工.comにお任せください!
私たちが皆さまの悩み事を解決いたします。
プレス表面処理一貫加工.com
とは
プレス表面処理一貫加工.com
のサービス
設計技術者に求められる
加工技術の重要性
メッキ選定の基礎
メッキ部品の設計における
VA/VEの考え方
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブックのご請求はこちら
産業用機械・装置カバーのコストダウンを実現する設計技術ハンドブック|イプロスからのご請求はこちら
メッキ.comはこちら
運営会社
プライバシーポリシー
サイトマップ
設備情報
よくあるご質問コーナー
鳥取旭工業株式会社

