
プレス表面処理一貫加工.comでは、お客様のご要望に応じた精度と表面処理で製品を提供するために、精度と成分に対応する検査体制があります。
通常、メッキ製品の仕様には膜厚が設計段階から指定されています。仮に、メッキの膜厚が足りなければ、外観、耐食性、電気伝導性など、求められる性能に影響を及ぼします。また、膜厚が過剰の場合は製品コストが高くなってしまいます。そのため、品質確保とコスト低減を実現するには、必ずと言って良いほど適切な膜厚管理が必要です。

表面処理を施した製品の膜厚測定は、特に頻繁に行われる評価試験の一つです。膜厚測定の方法は、顕微鏡による断面観察や電解式測定などがあります。その中でも、非破壊で迅速な測定が可能なことから、上図のような、ケイ光X線膜厚計による方法が、最適であると考えられます。上図のケイ光X線膜厚計では、光のスペクトルと強度を測定することにより、試料の性質と濃度を調べます。
ケイ光X線膜厚計が最適の理由は2つあります。
① ケイ光を出す分子種が比較的限られるので、目的の成分を選択的に検出することが可能です。
②試料が低濃度の場合でも、吸光分析法と比べて高感度の測定が可能です。
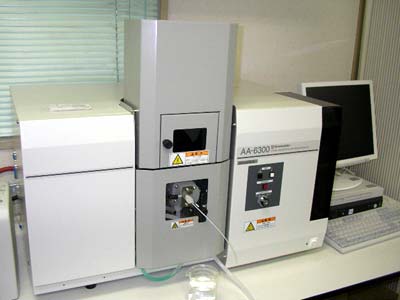
表面処理の世界では金属濃度の違いや、不純物に混入が歩留まりの悪化の要因になることが多々あります。メッキ液中の金属濃度、不純物を測定することに最適であるものが、上図の原子吸光光度計です。原子吸光光度計では、吸光量から試料濃度を測り、試料中の特定元素の定性および定量を測定します。
原子吸光法が吸光光度法よりも優れている理由は2つあります。
①機器の制御とデータ処理にコンピュータを使用するため、各元素ごとの測定条件をすぐに設定できます。
②標準溶液の測定・検量線の作成・試料の測定および濃度の算出が、簡単にできます。
私たちは、日々プレス加工や表面処理加工における設計と加工工程などについて、納期短縮やコストダウンの事例等、最新情報を紹介しています。
お客様のコストダウン・VA/VEに繋がる多くの情報は、必ずや設計者の方々にお役に立てるものと確信しております。
プレス表面処理一貫加工.comでは、プレス表面処理一貫加工による製品に関するVA・VE設計技術およびコストダウンに繋がるご提案をまとめたハンドブックを製作いたしました。
『メッキ・プレス部品設計のための「トラブル防止」「コストダウン」「品質・機能性向上」VA/VE設計技術ハンドブック』を無料でプレゼントしています。
ご興味のある方はぜひ、上記よりご請求ください。


